

KEY REASONS FOR PURCHASING A HEIZOMAT BOILER
- Heizomat have been manufacturing and installing biomass boilers for over 30 Years.
- Through innovation and design Heizomat have been able to provide customers with high quality, reliable and easy to use boiler technology to convert biomass materials into heat energy.
- Ability to utilise alternative fuels if primary fuel runs out. e.g. (chip boiler can be run on logs)
- Manufactured and installed over 30,000 boilers worldwide

BIOMASS ENERGY TECHNOLOGY FROM BAVARIA
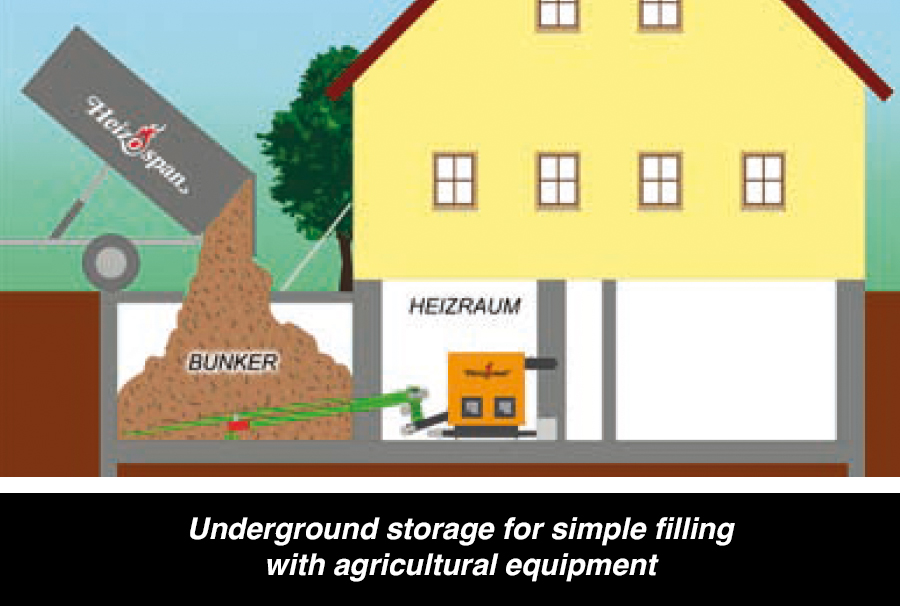
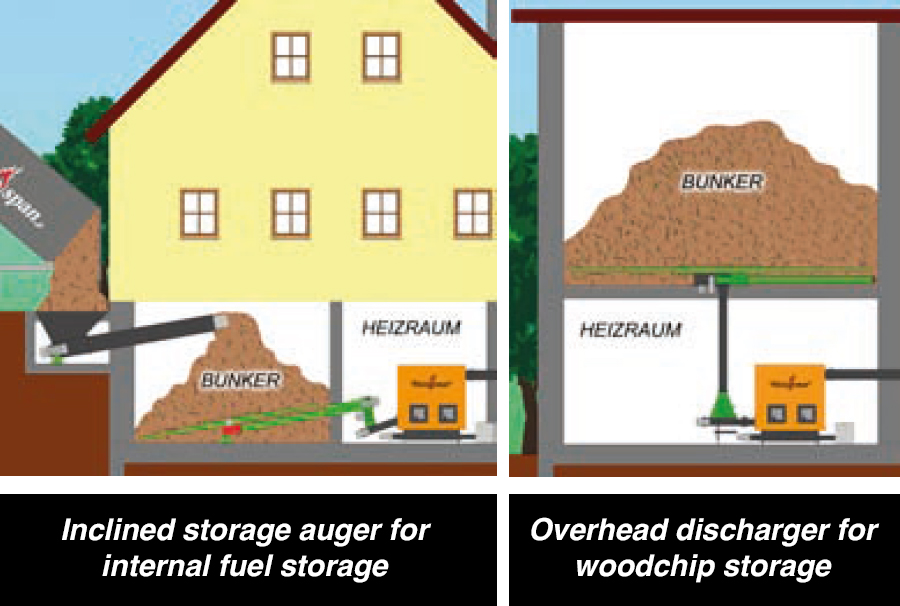
Robert Bloos built the first automatic discharger system for woodchips in 1982. The idea behind it was to use wood from his own forest with the same comfort as he would fossil fuels. In the beginning the discharger system was only to supply the boiler with woodchips for his own agricultural business, yet more and more people showed their enthusiasm for the “Heizomat”.
Today Heizomat has more than 200 employees including a large training workshop with 14 apprentices in the two Bavarian towns of Gunzenhausen / Maicha as well as Heidenheim in Central Franconia.
The production area has developed from a garage to today's size of over 35,000 m². As well as automated boilers systems for woodchips and biomass, Heizomat has specialised itself in the construction of hand and crane operated chippers, filling technology for woodchip storage, woodchip transportation systems and gripper for trunk and treetop wood.
Hegan Biomass Ltd are the Official Northern Ireland HEIZOMAT Distribution Partner.
Heizomat Boiler Types
HSK-RA RANGE
Click/Tap image below to view RA Boilers
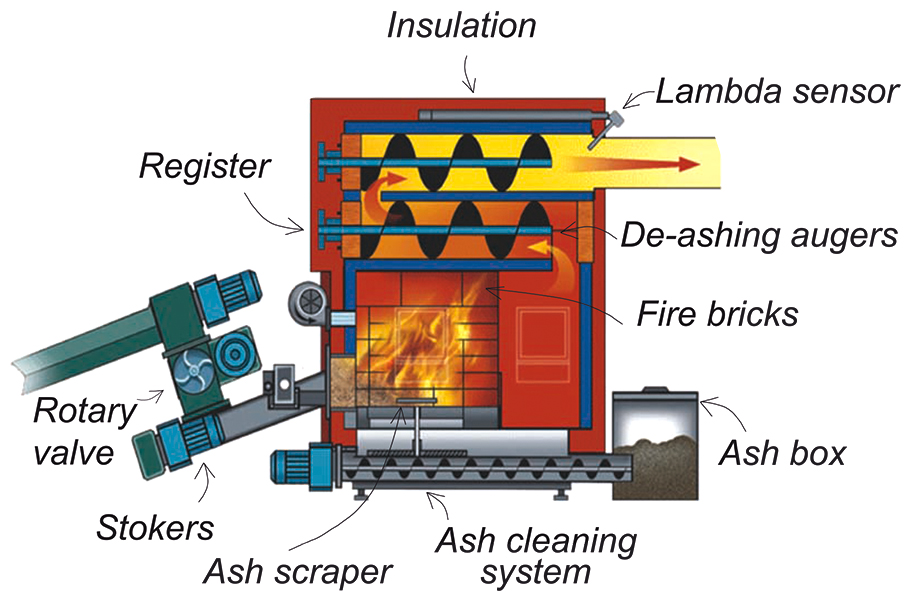
Our bestseller continues to be the HSK-RA series. This boiler type with complete cladding is characterised by its high effectiveness, its robust processing, best emission values and simple use. The incineration is regulated with a lambda sensor. Feeding in the fuel takes place using the renowned Heizomat discharger technology. The range of use of the HSK-RA series is between 15-200 kW. Woodchips, sawdust, wood shavings or even pellets are used as fuel.
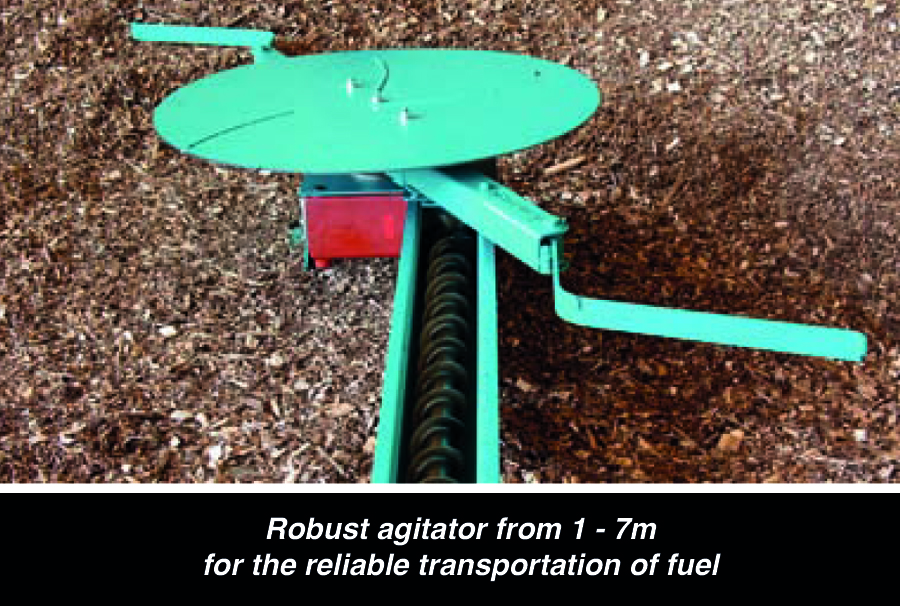
The Agitator was developed by HEIZOMAT in 1983. Since 2011 the Agitator with the patented parallel extension can be equipped allowing the silo to be emptied circularly, with low noise and without rebounding. The discharge auger with loosening geometry guarantees the trouble-free transportation of the heating material from the silo to the heating system. The high operational reliability is ensured by a 50/35 mm thick solid shaft. The core of every HEIZOMAT discharger is the bevel helical gear developed by us with a conferrable torque of up to 5,000 Nm. This has a special seal that reliably prevents the intrusion of dust and dirt. It is powered by a drive motor which is flanged to the discharger channel outside of the silo. No undershelf is required!

RHK-AK RANGE
Click/Tap image below to view AK Boilers
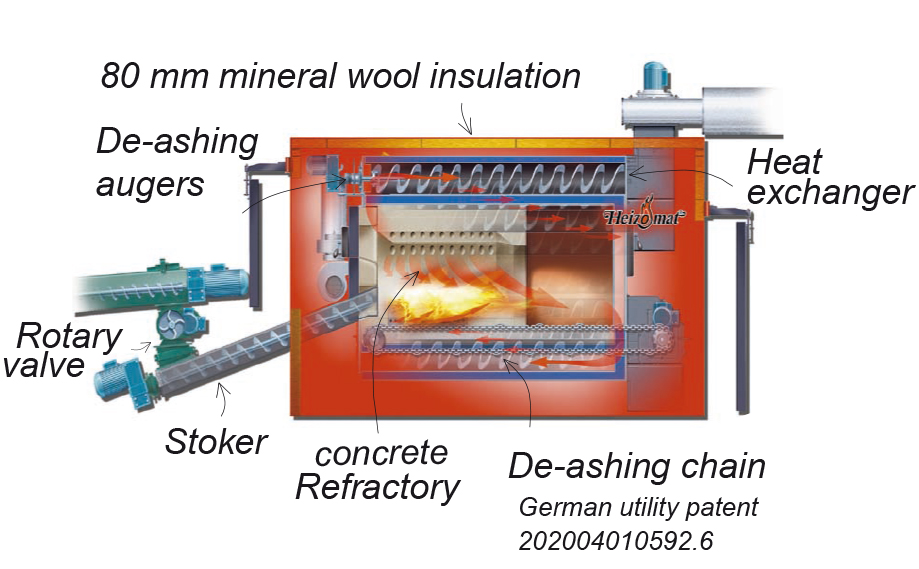
The versatility of organic fuels knows no limits. The task of the RHK-AK series is to use·this multiplicity as a heating material. A round cyclone combustion chamber at the heart of the boiler is the guarantee for the optimum transfer of heat to the boiler water. The counter-rotating air supply ensures very good combustion of the fuel. Through high-temperature cast blocks primary air is added to the combustion. Through the full fireclay lining of the combustion chamber, secondary air is specifically mixed into the combustion process and an optimum heat yield is achieved. Everything which inertly turns to gas or burns is slowly moved towards the de-ash system with the chain catches and thereby optimally burned out.
- Combustion chamber made from refractory concrete
- Material thickness of all boilers min. 6mm
- Does not need to be switched off during boiler cleaning
The Heizomat difference!
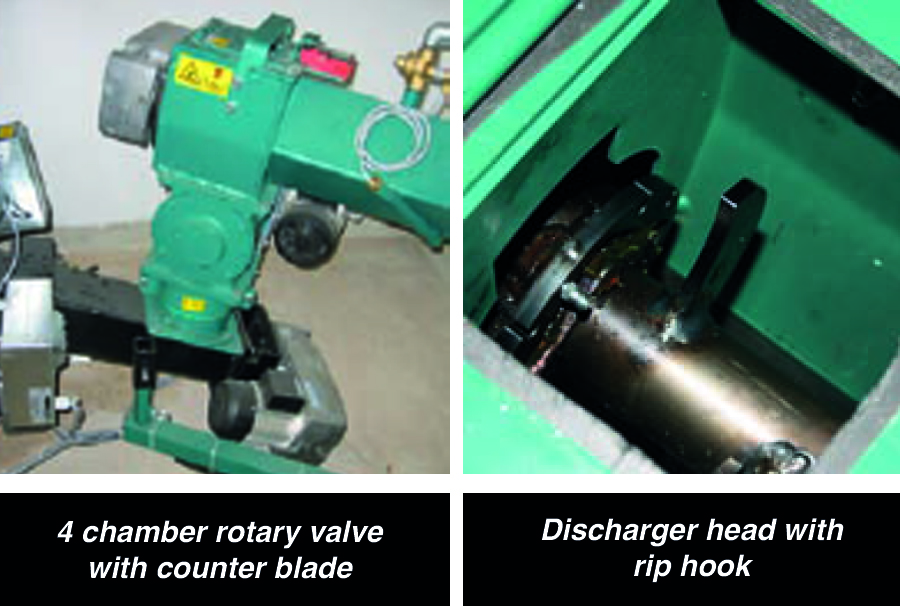
Rotary valve
- Back-burning protection
- Running wheel curved in rotation direction
- Counter blade made of high alloy steel
- Automatic reversion
- Designed and patented in 1988
Included as standard in all systems
See video below:
Touch Screen Control
The HEIZOMAT TouchControl controls the combustion and load operation by registering the return temperature difference, the residual oxygen and the set boiler temperature. The fuel quantity regulation takes place, depending on the temperature, via the load control which adjusts the boiler output and the feed rate of the fuel energy content. Operation of the control unit takes place via a touch screen. You are intuitively led through the menu. Possibilities of visualisation on your PC or smartphone go without saying. Would you like to use your building control to retrieve our values? No problem, with our MOD-BUS.

Special features:
- Load stage regulation / Firebed forming / Lambda regulation
- Return flow increase
- Return-temperature monitoring
- Operating hours counter for various operation processes
- Sm@rtServer for visualisation on a smartphone or PC
- Selection of various fuels which are freely definable
- Chimney sweep mode for full and part load measurement
- Measured value recording over 2 h or 48 h
- Modbus-TCP interface for building control
- external boiler temperature setting, 0-10 V
- Display as 4 and 7-inch sizes
- and much more!
